“三立精工”--苏州工厂地处苏州张家港市,经济环境成熟,地理位置优越,国内外贸易发达。苏州工厂配有数名专业技术及服务人员,特为江浙沪机械加工及工业自动化行业提供专业快捷的项目技术服务及售后指导。
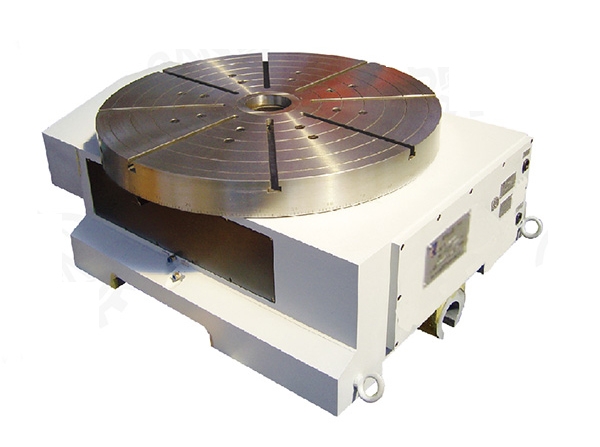
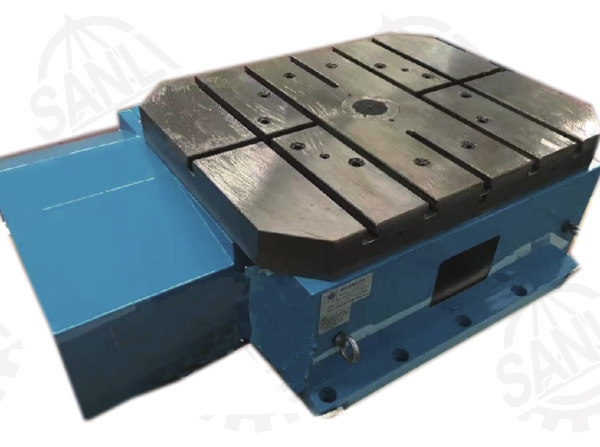
“三立精工”--烟台工厂地处海滨城市烟台市,中国机床附件行业的基地,烟台工厂由国内及台湾机床行业的技术人才组建而成,专业生产制作大规格数控回转工作台。
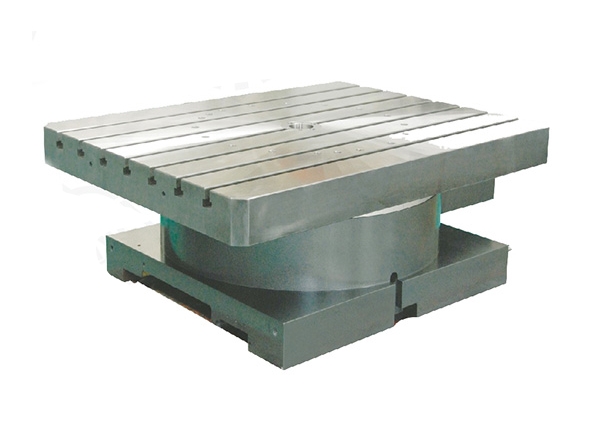
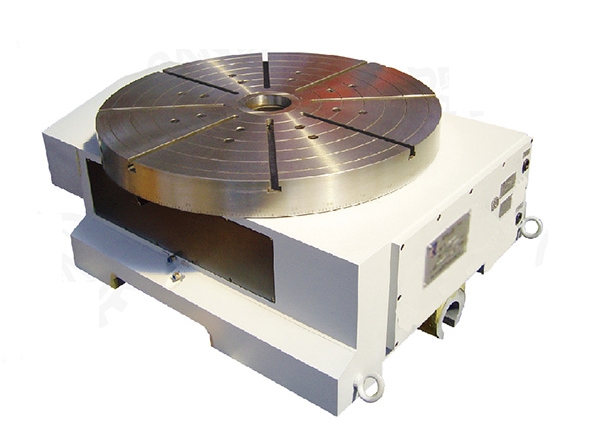
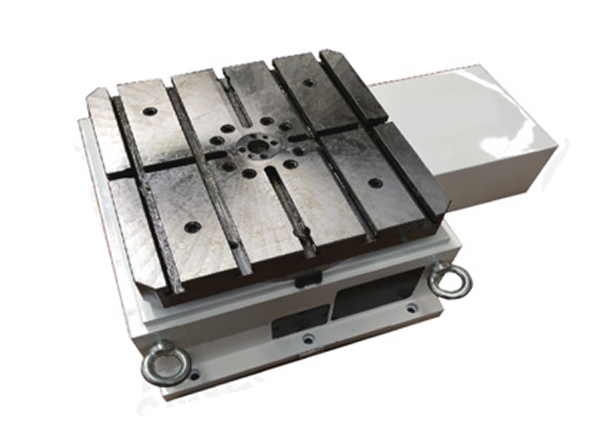
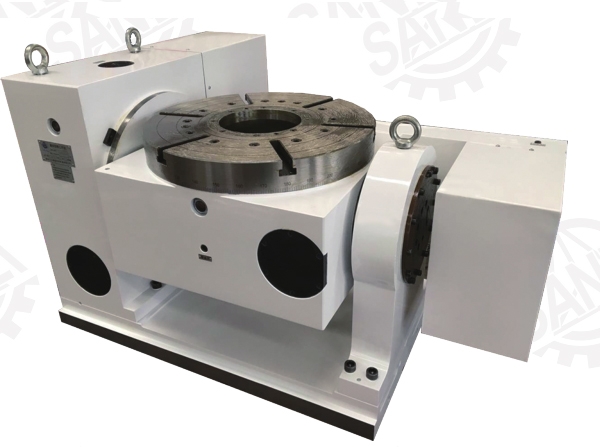
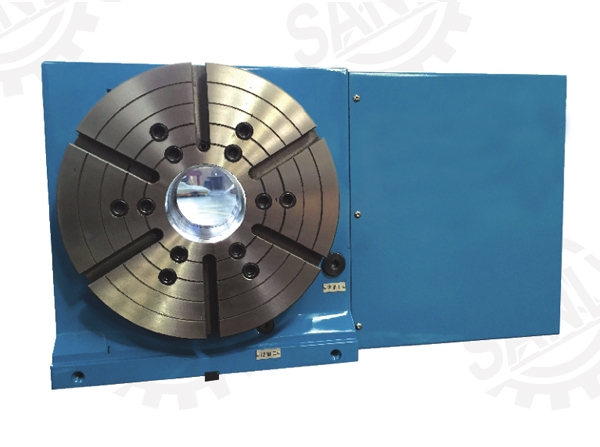
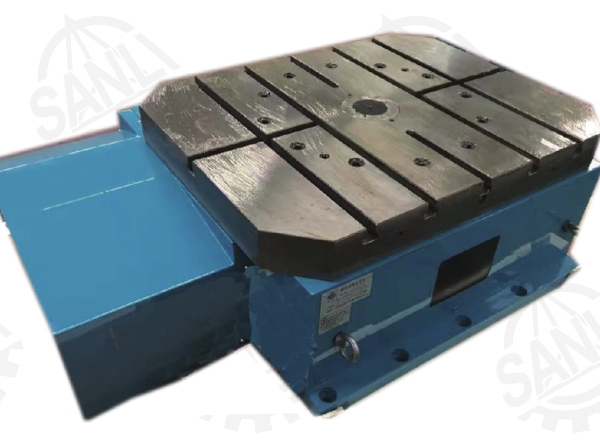
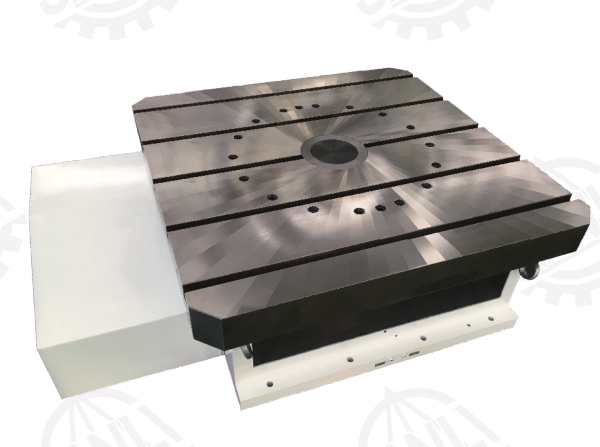
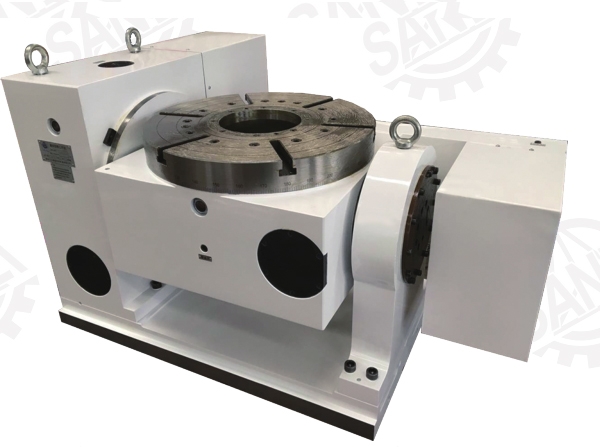
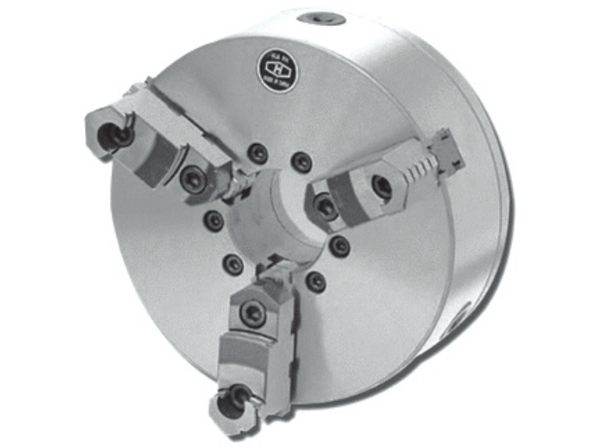
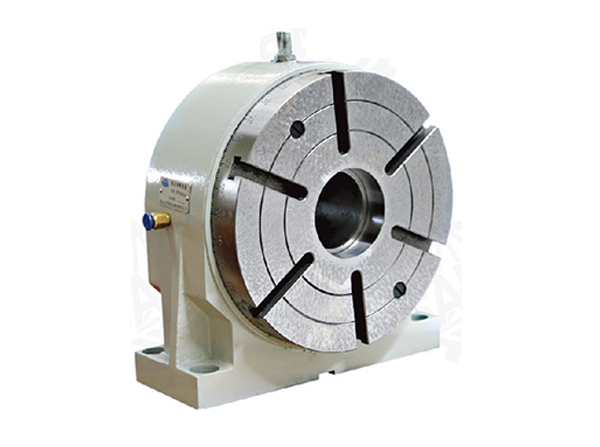
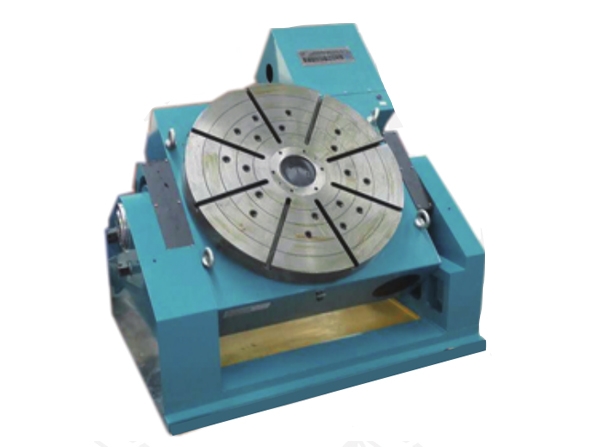
三立精工主要生产数控回转工作台包括第四轴、第五轴、数控分度盘、气压等分分度盘、液压等分分度盘、卧加分度盘、精密端齿盘、精密蜗轮蜗杆及特殊改型定制产品。

烟台、苏州两大生产基地,产品满足国内外客户需求;
本公司主要由国内及台湾机床行业高端人才组建而成;
公司技术力量雄厚,检测设备齐全,具有严格而完整的质量保证体系;

目前合作商已覆盖多个地区及知名品牌企业;
数年沉淀,实力保障,迅速走到了该设备领域前瑞;
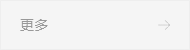
为机械加工及工业自动化行业提供专业的项目技术服务及售后指导

公司拥有精密的机床设备以及国内外顶尖的机床精密检测设备,完备的设计、生产、销售、售后团队,让您无后顾之忧。